刀具类型:径向剃齿刀,轴向剃齿刀
适用范围:外齿渐开线齿轮,内齿渐开线齿轮
模数范围:m0.8 ~ m14
直径范围:Φ100 ~ Φ360
最大厚度:66
刀具标准:GB/T 14333、GB/T21950、JIS B4357
刀具精度:A、B
容屑槽结构:梳齿槽,环形槽
问题一:怎样判断应该复磨剃齿刀了?
1、被剃齿轮齿面质量变差。
2、当手指触及被剃齿面时,有“毛刺”感觉。
3、剃齿时的声音发生了变化。
4、剃出的铁屑形状发生变化,长针状铁屑变成了粉末状铁屑。
5、当达到剃齿设定中心距后,被剃齿轮的齿厚出现波动,变得不均匀不相等。
6、剃齿刀的切削刃有磨损,或微崩。
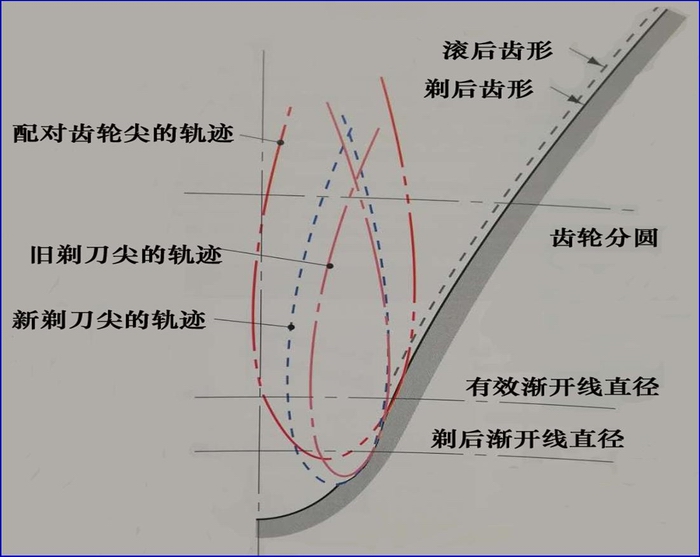
问题二:剃齿时,新剃齿刀和复磨后剃齿刀的刀尖在齿轮根部的运动轨迹。有效渐开线起始圆直径和剃后渐开线起始圆直径的关系
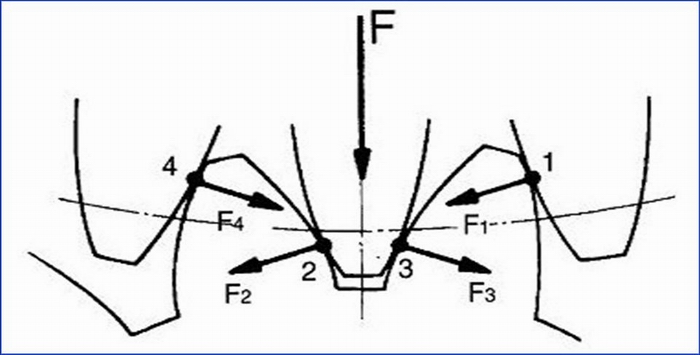
问题三:运用“平衡剃齿”原理,剃齿刀与齿轮接触的齿面受力情况
虽然磨齿能较好的提高齿轮精度,但降低啮合噪音的效果不理想。剃齿工艺是剃齿刀与被剃齿轮形成的交错轴齿轮副的啮合。剃齿过程中,剃齿刀和被剃齿轮之间的径向力是不变的,作用在一对啮合齿面上的单位面积压力要比作用在两对啮合齿面上的单位面积压力要大得多,切削力也大得多。特别是剃齿刀与齿轮节圆附近的相对滑动速度最小,切削变形时间和切削力传递的时间较长,切去的金属较多,这就是产生剃齿齿形中凹的原因。目前,此问题解决较好的剃齿刀设计方法是“平衡剃齿”设计法。

齿面偶数个接触点,两侧受力平衡
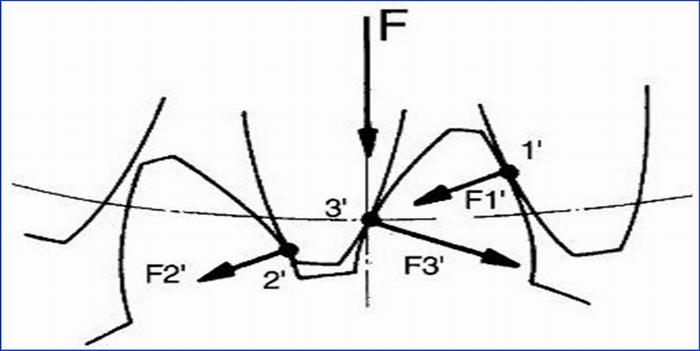
齿面奇数个接触点,两侧受力不平衡
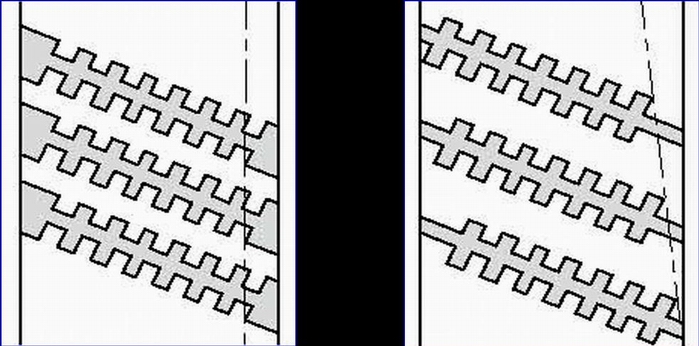
问题四:轴向剃齿刀和径向剃齿刀的主要区别
左图是轴向剃齿刀容屑槽排列; 右图是径向剃齿刀容屑槽排列
剃齿刀订货参数表|下载
|


